一、序言
多年來,公司為滿足客戶的不同需求,在齒形參數上存在大量的非標設計。為加工這些非標直齒輪,公司訂購了大量的非標齒輪滾刀,這使得日常加工中優選合適的齒輪滾刀成為一個難題。
以前,制齒人員往往根據經驗,采用首件試切法選刀,就是將工件的全齒高留余量,試切一刀后測量外齒公法線,如發現刀具不合適,再更換其他刀具試切。這種方法不僅選刀效率低,還經常出現試切后,外齒根徑還有余量,但公法線已過小,從而造成工件報廢。操作人員選刀費時費力,工作起來提心吊膽,稍不注意就會導致工件報廢,加工時才發現沒有合適刀具可選的情況也時有發生。而非標齒輪滾刀訂購周期較長,最終易造成延期交貨。為同時滿足齒根圓直徑和公法線要求,公司亟須解決齒輪滾刀的選算問題。
二、分析計算
直齒外齒輪分析計算
直齒外齒輪圖樣一般都會給出以下數值:齒數 z(個)、模數m(mm)、壓力角α(°)、齒頂圓直徑da(mm)、齒根圓直徑df(mm)、跨測齒數 k(個)、公法線長度最大值Wmax(mm)和最小值 Wmin(mm)。圖樣有時也會給定名義變位系數x、齒頂高系數ha* 和齒根高系數hf * 。
齒頂高ha的計算公式為
齒頂圓直徑da的計算公式為
齒根高hf 的計算公式為
齒根圓直徑df 的計算公式為
跨測齒數k的計算公式為
公法線長度W的計算公式為
由式(6)可以推算變位系數x的計算公式為
由以上公式分析計算,當齒數z、模數m、壓力角α、跨測齒數k、公法線長度最大值Wmax和最小值 Wmin都已知時,根據式(7)可計算出變位系數最大值xmax和最小值xmin。再根據式(3),就可計算出齒根高系數最大值hf *max和最小值hf * min。
齒輪滾刀分析計算
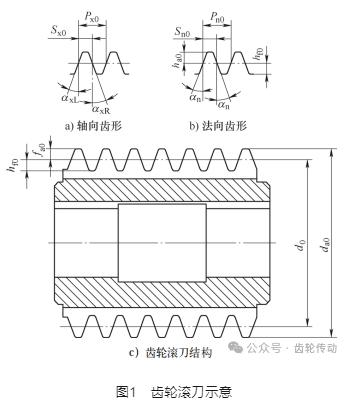
齒輪滾刀是按展成法加工齒輪的刀具,它可以加工直齒輪,也可以加工斜齒輪;可以加工非變位齒輪,也可以加工變位齒輪。圖1所示為齒輪滾刀的結構。mn為齒輪滾刀模數(mm),da0為齒輪滾刀大徑(mm),d0為齒輪滾刀的分度圓直徑(mm),γz0 為齒輪滾刀的螺旋角(°)。
齒輪滾刀的法向齒距Pn0的計算公式為
齒輪滾刀的軸向齒距Px0的計算公式為
齒輪滾刀的法向齒厚Sn0的計算公式為
式中,Sn表示被切齒輪在分度圓處的法向弧齒厚(mm)。
齒輪滾刀的軸向齒厚Sx0的計算公式為
齒輪滾刀的齒頂高ha0等于被切齒輪的齒根高 hf ,即
齒輪滾刀的齒根高hf0等于被切齒輪的齒頂高ha 加上頂隙,即
式中,c * 表示被切齒輪的頂隙系數。
當齒輪滾刀的齒厚值等于齒距值的一半時,此處的齒輪滾刀分圓直徑da0為齒輪滾刀的中點分度圓直徑;齒輪滾刀齒頂高系數ha0 * 等于齒輪滾刀中點分度圓處齒頂高ha0中除以模數mn,即
每次刃磨后,齒輪滾刀的大徑da0和中點分度圓直徑都會相應減小,但齒頂高及齒根高基本保持不變,齒輪滾刀的齒頂高系數ha0* 也幾乎不變。
滾齒分析計算
當齒輪滾刀加工直齒外齒輪時,相當于一個外齒輪與齒條相嚙合(見圖2)。被切齒輪的模數m和齒輪滾刀的模數mn要相等,被切齒輪的齒形角α和齒輪滾刀的法向齒形角αn也必須相同。齒輪滾刀不參與加工被切齒輪的齒頂圓。被切齒輪的漸開線齒面和齒根圓是由齒輪滾刀按展成法加工形成的。
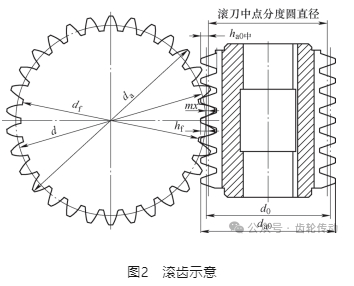
如圖2所示,齒輪滾刀的分度圓d0始終與被切齒輪分度圓d相切。當加工非變位齒輪時,被切齒輪的分度圓和齒輪滾刀中點分度圓相切;加工變位齒輪時,刀具中心遠離工件中心為正變位(反之為負),此時被切齒輪的齒頂高hf等于刀具中點分度圓處齒高ha0中減去變位量mx,即
由式(13)、式(14)和式(15)推算可知,齒輪滾刀的齒頂高系數ha0 * 必須和被切齒輪的齒根高系數hf * 相等,即ha0 * =hf * 。
三、解決方案
在excel表中建立齒輪滾刀清單表格,輸入必要的刀具參數:模數mn、壓力角αn、中點分度圓處齒高ha0中,系統會自動計算出刀具齒頂高系數ha0*。對現有可用齒輪滾刀大徑da0和中點分度圓處齒高ha0中進行檢測。齒輪滾刀的中點分度圓處齒高ha0中可以通過齒厚游標卡尺來測量。使用齒厚游標卡尺卡πm/2 法向齒厚值,即可檢測到中點分度圓處齒高ha0中的數值。將檢測數值錄入刀具清單,并對每一把刀具進行激光打碼標記(見圖3),再貼上條形碼,以便刀具管理。

根據以上相關計算公式編制齒輪滾刀選算軟件,按齒輪滾刀選算軟件和齒輪滾刀清單選算齒輪滾刀。選刀過程如圖4所示,齒輪滾刀選刀軟件界面如圖5所示,根據示例數值過濾后的齒輪滾刀清單如圖6所示。
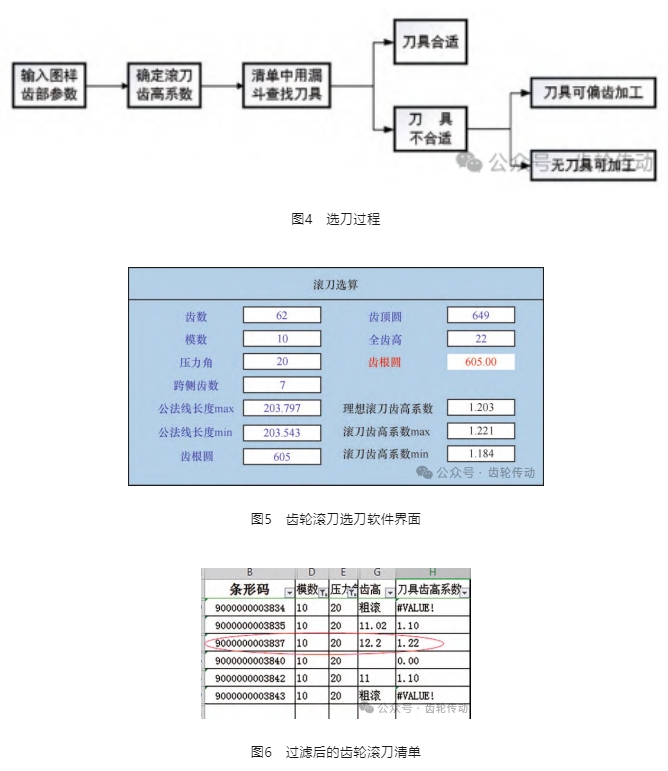
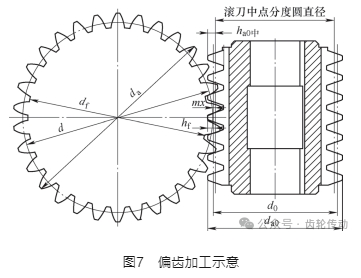
將圖樣中的齒形參數直接輸入,軟件會計算出齒輪滾刀齒高系數范圍,在刀具清單中利用漏斗過濾,可以快速查找相應的齒輪滾刀。結果有3種:第1種是有相近齒高系數的刀具,刀具合適、無需偏齒加工,選用的齒輪滾刀徑向進刀滾切工件,當齒根圓直徑滿足圖樣要求時,公法線長度也在圖樣要求之內。第2種是現有刀具的齒高系數大,可以偏齒加工(見圖7),選用徑向進刀滾切工件,當齒根圓直徑滿足圖樣要求時,公法線長度還小于圖樣要求,此時齒輪滾刀不再徑向進刀,而是靠工件旋轉進刀,以此來保證公法線長度在圖樣要求之內。在 這些齒高系數大的范圍內選較小值的齒輪滾刀,可以減小偏齒加工量,從而節約加工時間。第3種是現有刀具齒高系數都小,無刀具可加工,只能訂購齒 輪滾刀或更改設計。選用的齒輪滾刀徑向進刀滾切工件,當齒根圓直徑仍大于圖樣要求時,公法線長度已達到圖樣要求,如果繼續徑向進刀,就會造成公法線長度過小,從而導致工件報廢。
四、結束語
采用此方法計算并選用齒輪滾刀,簡單、方便、快捷,不僅同時滿足齒根圓直徑和公法線的要求,而且保證了產品質量,同時可以提前訂購刀具,確保交貨期,如需偏齒加工,可以優選刀具節約加工成本。經實踐檢驗,此方法為公司創造了很好的經濟效益。
參考文獻略.